 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]
страница - 217
а. Изготовление сварных арматурных каркасов и сеток
Для изготовления сварных арматурных каркасов и сеток применяются:
проволока холоднотянутая диаметром 3—10 мм;
круглый прокат из стали марок Ст. О и Ст. 3;
круглый прокат из стали марок Ст. О и Ст. 3 диаметром С—22 мм, подвергнутый силовой калибровке;
арматура периодического профиля (холодносплющенная и горячекатаная).
Сварку плоских каркасов и сеток из арматурной стали диаметром до 20—26 мм следует производить на точечных электросварочных аппаратах; сварку сеток, а также плоских и пространственных каркасов из арматурной стали диаметром более 20—26 мм с применением дуговой сварки (рис. 19).
Для точечной сварки мест пересечения стержней (узлов) в сетках и плоских арматурных каркасах следует применять следующие точечные электросварочные аппараты.
Таблица 10
Диаметр стержней в мм | Диаметр стержней в мм | ||||
Тип аппарата | при автоматической сварке | при не автоматической сварке | Тип аппарата | при автоматической сварке | при не автоматической сварке |
АТП-25 | 6 | 12 | АТП-75 и | 16 | 20 |
ЛТП-50 | 12 | 16 | МТП-75 МТП-100 | 20 | 26 |
При сварке сеток и каркасов из холодносплющенной арматуры на точечных аппаратах стержни должны соприкасаться в узлах, как показано на рис. 18.
биЗ по стрелке А
Su3 по стрелке б
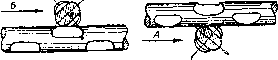
Точечная сварка сеток и каркасов из стали, подвергнутой холодной обработке, должна производиться только на жестких режимах, т. е. при коротких выдержках времени протекания сварочного тока и наибольшей для аппарата данного типа силе тока.
5)
,-
Рис. 19. Дуговая сварка арматуры вкрест:
а— сварка круглых стержней; 6—сварка полосовой и круглой стали вкрест.
При сварке стержней различного диаметра соотношение диаметров, свариваемых в одном узле стержней, должно быть не более 1 : 3.
Примечание. Режим сварки подбирается по меньшему диаметру_
Арматурная сталь, предназначенная для сварки, должна быть очищена от ржавчины, грязи и масляных пятен.
В процессе работы на точечных аппаратах контактные поверхности электродов необходимо систематически очищать напильником до металлического блеска. Диаметр контактной поверхности электродов должен быть не меньше 12—14 мм.
Сварка на одном точечном аппарате сеток и каркасов длиной до 3 ж производится одним сварщиком, при большей длине — сварщиком и арматурщиком.
1
Рис. 20. Схема расстановки оборудования при сварке каркасов и сеток длиной более 3 м на двухточечных аппаратах:
/—точечный аппарат; 2—стол; максимальная длина свариваемых элементов.
Изготовление сварных сеток и плоских каркасов длиной более 3 м и шириной, превышающей вылет электродержателей, в тех случаях, когда количество свариваемых изделий обеспечивает полную загрузку двух аппаратов, производится на спаренных аппаратах, установленных, как показано на рис. 20.
Арматура для кровельных ребристых плит сваривается в виде плоских сеток с последующим гнутьем этих сеток на приводных станках.
а)
йополпитемт прибаривактся *4
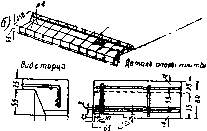
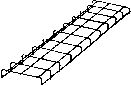
Рис. 21. Арматурные «аркасы ребристых железобетонных плит:
а—сварной; (5—сварной из холоднотянутой стали.
и
гттшпп
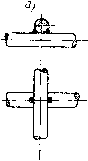
Рис. 22. Сварная арматура монолитных ребристых перекрытий:
д—сварная сетка: (5—сварной каркас; а—армирование ребристого перекрытия (непрерывное армирование многопролетной балочной плиты); г—армирование ребристого перекрытие (раздельное армирование многопролетной балочной плиты).
К работе на точечных аппаратах могут допускаться арматурщики, прошедшие специальный инструктаж о порядке работы на аппаратах и соблюдении правил по технике безопасности.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]