 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 35
50; 63; 75 | 90; 140; 225; 280; |
110; 160 315 | |
Цангой | Центратором |
65 | 65 65 |
280X450 | 320X450 320X450 |
2.3 | 2.9 5,8 |
Техническая характеристика комплекта устройств для торцовки и снятия фасок на пластмассовьк трубах
Наружные диаметры об-рабатываемых груб, мм
Фиксация к трубе Ход режущей головки, мм Габариты, мм . . . Масса, кг . ...
При отсутствии специальных средств допускается обрабатывать торцы и снимать фаски иа трубах с помощью драче-вых напильников по ГОСТ 1465—80*.
Режущий инструмент при механической обработке труб из ПВХ охлаждают сжатым воздухом. Перпендикулярность торцов труб и угол разделки кромок после механической обработки проверяют угломером (ГОСТ 5378—66*) нли угольником (ГОСТ 3749—77 *). а угол разделки кромок — специальными шаблонами. Допустимые отклонения перпендикулярности торцов труб после механической обработки ие должны превышать отклонения, разрешаемые при резке груб.
§ 2. ФОРМОВАНИЕ ПРИ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ
Формование выполняют с помощью специального оборудования и устройств с ручным или механизированным приводом, обеспечивающим давление до 2,5 МПа на формуемую поверхность изделий при изготовлении утолщенных буртов и переходов и 0,8 МПа — при изготовлении раструбов, отборто-вок и калибровке труб.
Изготовление втулок с утолщенными буртами под фланец. Технологический процесс формования утолщенных буртов состоит из Следующих операций: разогрев конца трубы; закрепление его перед формованием; формование разогретого кокца трубы; охлаждение отформованного бурта; освобождение готового изделия от закрепления.
Длина нагреваемого участка конца трубы должна быть в 1.5 раза больше длины формуемого участка трубы 1ф. Рекомендуемая длина формуемых концов труб в зависимости от наружного диаметра, материала и типа трубы приведена в табл. 53.
Наметив на трубе длину нагреваемого участка, приступают к нагреву. Для формования утолщенного бурта нагрев концов труб до вязкотекучего состояния производят в элект-
Таблица 53. Рекомендуемая длина формуемых концов
труб
Длина формуемых концов / ф , мм | ||||
Наружный | ||||
диаметр тру- | ПНД, ПП | ПНД тип Т | ПВД | |
бы, мм | тип С | ПВД тип С | тии Т | |
25 | 56 | 75 | 64 | 64 |
32 | 111 | 93 | 72 | 60 |
40 | 117 | 91 | 70 | 83 |
50 | 123 | 100 | 73 | 93 |
63 | 96 | % | 71 | 62 |
75 | 116 | 94 | 84 | 72 |
90 | 117 | 103 | 79 | 71 |
110 | 75 | 99 | 86 | 70 |
125 | 119 | 98 | 97 | 85 |
140 | 98 | 87 | 82 | — |
160 | 120 | 99 | 100 | — |
180 | 122 | 97 | — | — |
200 | 94 | 86 | — | — - |
225 | 118 | 104 | — | — |
ронагревательиых устройствах с инфракрасными излучателями или в устройствах с воздушным иагревом. При формовании утолщенных буртов не рекомендуется разогревать конец трубы в глицериновых ваннах, так как при формовании получается слоистый бурт.
Электронагревательное устройство (рнс. 23) представляет
собой цилиндрический корпус, внутри которого размещены ТЭНы (трубчатые нагревательные элементы). Между ТЭНами и разогреваемой трубой находятся экраны с отверстиями диаметром 3—4 мм, служащие для -£ равномерного распре.челе-
Рис. 23. Схема устройства для нагрева концов труб:
/ — корпус; 2 — нагревательные элементы (ТЭНы); 3 —экраны: 1( — камера; 5 — нагреваемяя труба; 6 —сжатый воздух.
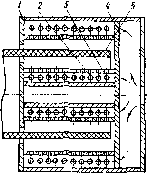
ния нагретого воздуха по поверхности трубы. Воздух от компрессора, поступающий из распределительной камеры по специальным каналам, подходит к ТЭНам, нагревается об их поверхность и переносит тепло иа наружную и внутреннюю поверхность нагреваемой трубы.
Трубу перед нагревом вставляют в кольцевой зазор, образованный наружными и внутренними ТЭНами. Зазор между трубой и обогревающей поверхностью должен составлять 10— 15 мм. Для нагрева труб различного диаметра устанавливают предназначенные для данного диаметра трубы экран, заглушку и заслонку.
Техническая характеристика электронагревательного устройства для концов труб
Наружный диаметр нагреваемых труб,
мм..........63—160
Рабочая среда.......Воздух
Номинальная мощность, кВт2,8
Номинальное напряжение, В . . 220
Продолжительность нагрева трубы,
мин.........1,5—5
Габариты, мм....... 310X300X350
Масса, кг.......18,5
Изготовитель.......Полтавский опытный
литейно-механический завод Минмонтажспецстроя УССР
Оптимальную температуру нагрева воздуха внутри электронагревательного устройства поддерживают постоянной с помощью терморегуляторов в зависпмости от материала труб:
Температура. "С теплоносителя нагрева конца трубы
ПВД....... 220d=10115—125
ПНД....... 240±10145—155
ПП........ 280±10170-180
Участок трубы, нагретый до температуры формования, не должен терять форыоустойчивость от собственного веса.
Продолжительность нагрева концов пластмассовых труб принимают в зависимости от их наружного диаметра, мни: ■
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]