 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 47
Передача в цех
бетелей и мате-риелов
Обработке труби деталей
Изготовление элементов тру-бофо-вооов
Изготовление узлов трубопроводов
Контроль качества изготовления
Вывоз готовой продукции из цеха
Рис. 37. Схема технологического процесса изготовления узлов трубопроводов диаметром 57—530 мм.
сообразность проведения в трубозаготовительных цехах гидравлических испытаний узлов трубопроводов на герМеТичность и прочность, так как на объектах строительства после монтажа отдельных линий необходимо выполнять весь комплекс работ по испытанию трубопроводов.
Изготовлению узлов трубопроводов должна предшествовать подготовительная работа: заказ и разработка Деталировочных чертежей трубопроводов (КТД) с разбивкой на отдельные узлы; комплектация труб, деталей, арматуры и вспомогательных материалов (метизов, прокладок, электродов и др.) в соответствип с чертежами КТД, оформление заказа и нарядов рабочим иа выполнение работ и другое.
Планировка механизированной линии производительностью 1500 т в год приведена на рис. 38. Такая линия работает в два потока — первый по изготовлению узлов трубопроводов диаметром 89—530 мм, второй — диаметром 57—133 мм.
В Первом потоке с прицеховых наклонных стеллажей с помощью пневматических отсекателей с дистанционным управлением трубы длиной 6—12 м, заранее подготовленные и уложенные на стеллажи, сбрасываются на рольганг механизма подачи труб установки УРТ-бЗОМ, затем подаются в цех на пост резки этой же установки. Отрезанные патрубки попадают на тележку-вращатель, где с помощью ручных шлифоваль-
-----2-3- | i - S | e 7 | |
I : \\ |
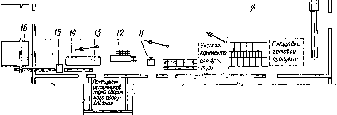
Рис. 38. Механизированная линия по изготовлению узлов трубопроводов:
/ — прицеховой стеллаж; 2 — установка для резки труб УРТ-630; 5 — кран консольный; 4 — установка для калибровки концов труб н дета-лей; 5 — стенд для сборки элементов; 6 — стол-накопитель; 7 — сварочный пост; 8 — стенд для сборки элементов и узлов; 9 — сборочно-сва-рочный стенд; 10 — электротележка; И — манипулятор Т25М; 12 — стенд для сборки элементов; IS — стол-накопитель; 14 — рольганг сбрасывающий; /5 — маятниковая лила ПМ 300/400; /6 — рольганг приводной.
НЫХ машин, подвешенных- на балансирах, производится зачистка кромок патрубков после резки. Затем тележка-вращатель подвозит патрубок к стенду для сборки элементов 13520 или к столу-накопителю, откуда патрубок может с помощью консольного поворотного крана подаваться на стенд дЯя сборки 21338. При необходимости патрубки транспортируются для раздачи торцов на установку для калибровки концов труб и отводов.
С пульта дистанционного управления, находящегося в цеху, производят следующие операции: поштучный сброс труб с прицеховых стеллажей-накопителей на рОльганг механизма подач» труб, пОдачу труб Б цех, резку труб на установке УРТ-630М, адресование тележки-вращателя с патрубком к стенду для сборки или к столу-накопителю для автоматической разгрузки патрубков, возврат тележки-вращателя в исходное положение.
Собранные на прихватках элементы передают консольным поворотным краном или кран-балкой на сварочные посты для сварки поворотных стыков. Вращение элементов при сварке обеспечивается универсальными пневматическими вращателями типа УВТ-1П, а сварка выполняется автоматами или полу-
автоматами, установленными на тележках, перемещающихся по рельсовому пути или по консолн, что позволяет производить сварку иа противоположных концах элементов с одной установки. Для поддержания длинномерных элементов используют передвижные роликоопоры.
Сваренные элементы и арматуру передают кранами, имеющимися в цеху, на стенды для сборки узлов 21338, оснащенные передвижными каретками со сменными приспособлениями для закрепления элементов и центрирования стыков. Узлы трубопроводов собирают вместе с арматурой. В составе линий работают участки по комплектации арматуры обратными фланцами и метизами. Здесь применяются электрические и пневматические сверлильные машины и гайковерты, подвешенные на балансирах. Ревизию и испытание арматуры выполняют только для трубопроводов 1 категории.
Собранные на прихватках узлы передают кранами на стенды для сварки. После сварки узлы проходят выборочный контроль сварных соединений не раз руша ющими методами дефектоскопии. Готовая Продукция — узлы трубопроводов в комплекте с арматурой — вывозят из трубозаготовительного цеха на тележке или грузят на транспортные средства для перевозки к месту монтажа.
Во втором потоке линии, где изготавливают узлы трубопроводов диаметром от 57 до 133 мм, технологический процесс аналогичен первому потоку. Резка труб здесь выполняется механическим способом с помощью маятниковой пилы ПМ 300/ /400 с абразивными кругами диаметром 300 и 400 мм.
Передвижные линии по изготовлению узлов трубопроводов, размещаемые в сборно-разборных зданиях, создают непосредственно на объектах строительства. Такие здания устанавливают на фундаментные блоки и собирают из отдельных утепленных панелей полной заводской готовности. Планировка передвижной линии приведена на рис. 39. Работа ведется в один поток, технологическая последовательность изготовления узлов трубопроводов в передвижных линиях аналогична технологии, применяемой в стационарных трубозаготовительных цехах.
§ 2. МЕХАНИЗИРОВАННЫЙ УЧАСТОК ПО ИЗГОТОВЛЕНИЮ СЕКЦИОННЫХ ОТВОДОВ
Технология изготовления сварных отводов на механизированном участке,.разработанном во ВНИИмоитажспецстрое, алг-дующая (рис. Щ: труба со склада подается на участок с помощью электротележки, разгружается кран-балкой и укладывается на приемный рольганг установки для газопламенной
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]